- Главная
- Продукция
- Оборудование для волочения проволоки
- Стан тонкого волочения медной проволоки
Линия тонкого волочения медной проволоки

Применение
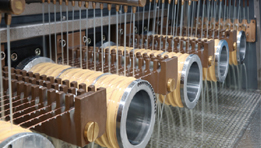
Представленное волочильное оборудование предназначено для производства тонкой медной проволоки. Основным достоинством стана является способность обеспечивать высокую эффективность и стабильность производственного процесса без риска повреждения или разрыва тонкой медной проволоки, известной своей хрупкостью.
Основные характеристики
1. Два инверторных двигателя для высокой точности обработки.
2. Система автоматического контроля натяжения.
3. Ременная передача для максимально низкого уровня шума при работе.



| Модель | FJX-B17 | FJX-B20 | FJX-14D | FJX-B22 (FJX-B22/A) |
FJX-B24 (FJX-B24/A) |
FJX-22D (FJX-22DA) |
FJX-24D (FJX-24DA) |
| Привод | Двойной инверторный | ||||||
| Конфигурация барабанов | Горизонтальное расположение четырёх конических барабанов | Горизонтальное расположение двух конических барабанов | Горизонтальное расположение четырёх конических барабанов | Вертикальное расположение четырёх конических барабанов | |||
| Диаметр медной катанки на входе (мм) | Ф1.8 | Ф1.6 | Ф1.38 | Ф1.2 | Ф1.2 | Ф1.0 | |
| Диаметр медной проволоки на выходе (мм) | Ф0.30~Ф0.70 | Ф0.30~Ф0.65 | Ф0.25~Ф0.50 | Ф0.1~Ф0.5 | Ф0.08~Ф0.32 | Ф0.10~Ф0.32 | Ф0.08~Ф0.25 |
| Макс. количество волок | 17 | 19 | 14 | 22 | 24 | 22 | 24 |
| Макс. скорость волочения (м/мин) | 1500 | 1500 | 1200 | 2000 ( 2500 ) | |||
| Станина | Сварная | Цельнолитая, чугунная | |||||
| Волочильный барабан | Барабан с плазменным напылением керамического покрытия | ||||||
| Коэффициент скольжения ( % ) | 15 | 13 | 15 | 13 | |||
| Мощность основного двигателя (кВт) | 18.5 | 15 | 15 | 11 ( 15 ) | 11 | ||
| Мощность двигателя намоточной машины (кВт) | 5.5 | 5.5 | 5.5 | 4 | 4 | ||
| Диаметр тяговой шайбы (мм) | Ф200 | Ф200 | Ф268 | Ф160 ( Ф206 ) | |||
| Трансмиссия | Ременная | ||||||
| Размер приёмной катушки (мм) | Ф300 / Ф400 | Ф300 | |||||
| Конфигурация привода | Синхронный двигатель+приводной ремень | ||||||
| Контроль натяжения | Балансировка по массе | ||||||
| Способ смазки | Погружение в масло | Распыление масла | |||||
| Тормоз | Магнитный | ||||||
| Вес (кг) | 2600 | 2600 | 2200 | 2300 | 2300 | 2000 | 2000 |
Вас может также заинтересовать: Линия среднего волочения медной проволоки, стан холодной прокатки медной катанки, линия непрерывного литья и прокатки медной катанки
Линия тонкого волочения медной проволоки (Fine wire drawing machine for copper) - это высокотехнологичное оборудование, предназначенное для производства медной проволоки с диаметром от 0,05 до 1,0 мм. Линия тонкого волочения медной проволоки состоит из нескольких последовательно расположенных блоков, каждый из которых выполняет определенную функцию.
Основные этапы процесса волочения медной проволоки на линии тонкого волочения:
Подготовка сырья - чистка и обработка медного сырья перед началом производственного цикла.
Нагрев и ковка заготовок - нагрев медной заготовки и ее преобразование в форму, пригодную для дальнейшей обработки.
Тонкое волочение проволоки - процесс получения медной проволоки тонкого диаметра путем протяжки нагретой заготовки через ряд калибровочных и протяжных блоков.
Обработка поверхности и охлаждение - дополнительная обработка проволоки, например, смазка и охлаждение проволоки, для улучшения ее характеристик и качества.
Намотка и упаковка - финальный этап производства, на котором медная проволока наматывается на бобины или катушки и упаковывается для дальнейшей транспортировки и хранения.
Линии тонкого волочения медной проволоки обычно автоматизированные и могут быть оснащены средствами контроля параметров процесса производства, такими как контроль диаметра проволоки, контроль напряжения при волочении и другие. Это позволяет добиться высокой степени чистоты и однородности получаемой продукции.



