- Главная
- Продукция
- Оборудование для волочения проволоки
- Линия среднего волочения медной проволоки
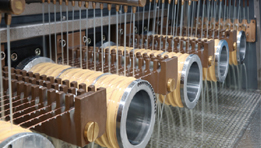
Линия среднего волочения медной проволоки
Применение
Линия среднего волочения медной проволоки предназначена для вытягивания медной катанки диаметром 3.5 мм с целью получения проволоки диаметром от 0.4 мм.


Основные характеристики
1. Система автоматического контроля натяжения и двойной инверторный привод.
2. Цельнолитая чугунная станина волочильной машины для максимальной стабильности производственного процесса.
3. Тяговые шайбы покрыты износостойким вольфрамом.
4. Установка непрерывного отжига в комплекте.

 Отдатчик
Отдатчик Волочильная машина
Волочильная машина Установка непрерывного отжига
Установка непрерывного отжига Механизм натяжения
Механизм натяжения Приёмно-намоточная машина
Приёмно-намоточная машина
| Модель | |||||||
| Диаметр медной катанки на входе (мм) | Ф 3.5 | ||||||
| Диаметр медной проволоки на выходе (мм) | Ф 0.65~ Ф 2.8 | Ф 1.2~ Ф 2.8 | Ф 0.65~ Ф 1.60 | Ф 0.4~ Ф 1.6 | Ф 0.4~ Ф 1.5 | Ф 0.4~ Ф 1.2 | |
| Макс. количество волок | 13 | 9 | 13 | 17 | 17 | 17 | |
| Макс. скорость волочения (м/мин) | 2000 | 1200 | 1800 | 1800 | 1500 | 1200 | |
| Станина | Цельнолитая, чугунная | ||||||
| Коэффициент скольжения | 20% | 18% | 20% | 20% | 18% | 18% | |
| Диаметр тяговой шайбы(мм) | 280 | 300 | 250 | 250 | 260 | ||
| Трансмиссия | Зубчатая передача с прецизионно обработанными шестернями | Цепная передача | |||||
| Мощность основного двигателя (кВт) | 55 (45) | 37 | |||||
| Мощность двигателя намоточной машины (кВт) | 11 (15) | 11 | |||||
| Способ смазки | Погружение в масло | Распыление масла | |||||
| Размер приёмной катушки(мм) | Φ 500/ Φ 630 (диаметр отверстия Φ 127 мм) или по запросу клиента | ||||||
| Опциональноеоборудование | Установка непрерывного отжига | ||||||
| Моталка | |||||||
| Установка непрерывного отжига | |||||||
| Модель | 350T | 250T/B | 250T/A | ||||
| Конструкция | Горизонтальная | Вертикальная | Вертикальная | ||||
| Диаметр тяговой шайбы(мм) | Ф 350 | Ф 250 | Ф 250 | ||||
| Диаметр проволоки (мм) | Ф 0.8~ Ф 2.8 | Ф 0.6~ Ф 2.2 | Ф 0.4~ Ф 1.2 (Ф 0.4~ Ф 1.6 ) | ||||
| Защитный газ | Пар или азот | ||||||
| Напряжение | 0~65В | 0~60В | |||||
| Ток | 0~2500A | 0~(2000A . 1500A . 1200A) | |||||
Линия среднего волочения медной проволоки (Medium wire drawing machine for copper) - это технологическое оборудование, используемое для производства медной проволоки среднего диаметра. Она имеет специальную конструкцию и предназначена для протяжки заготовок медной проволоки через ряд калибровочных и протяжных блоков.
Основные этапы процесса среднего волочения медной проволоки:
Подготовка сырья - чистка и обработка медного сырья перед началом производственного цикла.
Нагрев и ковка заготовок - нагрев медной заготовки и ее преобразование в форму, пригодную для дальнейшей обработки.
Среднее волочение проволоки - процесс получения медной проволочки среднего диаметра путем протяжки нагретой заготовки через ряд калибровочных и протяжных блоков на линии среднего волочения.
Обработка поверхности и охлаждение - дополнительная обработка проволоки, например, смазка и охлаждение проволоки, для улучшения ее характеристик.
Намотка и упаковка - финальный этап производства, на котором медная проволока наматывается на бобины или катушки и упаковывается для дальнейшей транспортировки и хранения.
Линия среднего волочения медной проволоки обычно состоит из нескольких блоков, которые выполняют определенные функции. Она может быть автоматизированной, что позволяет значительно повысить производительность и точность процесса среднего волочения медной проволоки.



